
Managing Fragmentation in Construction Equipment Parts Supply Chain
According to a study by Zion Market Research, “the global heavy construction equipment market was valued at $145 billion USD in 2018 and is expected to reach $231.3 billion USD by 2025, at a compound annual growth rate (CAGR) of 6.9% between 2019
and 2025.
The heavy equipment market is projected to increase considerably in the next few years, primarily due to mounting product demand in construction, oil and

gas, and mining. Specific equipment product sectors
projected for growth are in heavy construction vehicles,
earthmoving equipment, material handling equipment and other like items.
Within the global market in 2018, the Asia Pacific region represented the largest area of growth and
is expected to continue to lead worldwide share, with North America as the second largest market. North America is anticipated to grow considerably over the forecasted time period. Due to the growing demand for residential construction, the U.S. is projected to continue to be the primary sector in the North American region. As residential construction expands, it is natural that commercial construction will also see measurable growth. As these sectors increase demand for road, highway and other necessary infrastructure will experience positive impacts. All of this will create further demand for the heavy equipment markets– this is good news for OEMs. However, it will place additional expectations and demands on the manufacturing supply chain.
Many industries are experiencing unprecedented change, largely due to the way goods and services are manufactured, acquired and used. With cost of materials increasing, fluctuating oil and gas prices and difficulties in parts availability, the construction equipment market is one of the hardest hit in the evolving global market.
The construction equipment industry is particularly impacted by many of the pressures of global market changes, with positive indicators and significant challenges. While demand has increased, it remains highly volatile in many areas as exhibited by changes in the customer landscape and expectations placed on OEMs. According to Jim Owens, former chairman and CEO of Caterpillar;

“The choice is simple: if your customers cannot get what they need from you, they will go somewhere else. In our industry, the competitor that’s best at managing the supply chain is probably going be the most successful competitor over time. It’s a condition of success.”
Though new and revolutionary technologies are providing increased efficiencies, there are many challenges too. Advancements in electronic data interchange (EDI) and the management of big data, plus competitors from emerging markets, are all placing increased demands on the construction equipment market. The biggest challenge in the growth and expansion of the industry is that these changes are converging all at once. As we have stated, it is no longer just a regional market; it’s an expanding global market.
Industry Fragmentation Experienced by Procurement Departments in Materials Planning
Because of the growing global market for construction equipment, the function of equipment manufacturing procurement management is undergoing enormous changes in an effort to streamline electronic communications, control costs, improve quality of materials and ensure required organizational return on investment. Procurement managers have so many “balls in the air” it is becoming increasingly difficult to manage the front end of complex construction equipment production. The pressures of ensuring on time receipt of materials, profitability, quality and value for the supply chain– and especially their own company– can be daunting. When all of these are happening concurrently, the process to manage them requires sophisticated practices and procedures.
A recent report by the Institute of Supply Management (ISM) stated there is “strong growth in manufacturing … led by strong production output, continued strength in new orders, improvements in supply chain delivery performance and better utilization of existing inventory accounts.” The report affirmed that an industry indicator of above 50 percent suggests that the manufacturing economy is expanding. An indicator below 50 percent suggests the market is typically constricting. The report further states that

the machinery sector, which includes construction equipment, is among the industries reporting growth in new orders, production and employment. This is good news for the construction equipment industry, yet challenging news for those who manage the supply chain.
One of the main challenges is that though demand remains strong, the Inventories Index is low, ultimately causing the Backlog of Orders Index to expand. As market consumption continues to improve, indicated by the expansion of the demand in production and employment, there are still shortages in labor and materials. This type of market condition can cause inefficiencies and fragmentation in the supply chain due to pressures of increased inventory consumption. Though a slight expansion of Chinese imports has helped support production output at some levels in the U.S. and European markets, the increase in lead times, issues with quality, the disruption in steel and aluminum supply, some localized labor issues and transportation problems are often road blocks for OEM equipment manufacturers. However, in many cases domestic and European parts and component supply has shored up these deficiencies due to the reliability of parts quality and limited or no issues with tariffs and improvements in on time deliveries.
The Critical Role of Procurement
Procurement departments play an essential role in ensuring success of material requirements planning’s (MRP) impact on production scheduling, materials forecasting and inventory control to manage an efficient manufacturing process. MRP systems at OEM companies are software- based and used to plan purchasing and on time delivery of outsourced components, as well as the entire manufacturing process. The MRP system communicates with the company’s enterprise resource planning (ERP) and inventory control systems to ensure the organization’s protocol of finished goods, from raw materials, component parts, subassemblies and final production. This process helps manage the outside influences of industry fragmentation by ensuring the correct inventory is on hand to support production of the final product. For instance, a company that manufactures backhoes may require the management of inventory items such as steel, hydraulic system components, engines, forged parts, seats, tires and many other critical parts to produce the final equipment. In addition, most OEMs must manage inventory of parts and components for the aftermarket to support their dealer and end user network.
Functions of an MRP System
The information controlled by an MRP system includes three primary functions:
1. The Bill of Materials
A listing of raw materials, component parts, subassemblies and final component assemblies which are needed to manufacture each unit of the finished product. Each product supplied by a specific outsourced manufacturer will have its own bill of materials. All bills of materials are then prearranged in their own specific hierarchy for production management to see what materials are required for each step
in the process.
2. Master Schedule
The master schedule is the blueprint of production activities in the plant. This schedule is a compilation of outsourced materials and internal forecasts. It lists the quantity of each item to be produced and the timeline to complete its production. This timeline is the sum of all the lead times related to fabrication and assembly operations. Because the MRP is generated generated according to demand, without regard to capacity, the system does not indicate if a schedule is not feasible. Managers often have to calculate a variety of scenarios through the system before identifying the best possible plan.
3. Inventory Records File
The inventory records file is used to identify and mange what material or parts inventory is currently on hand and on order. This is then subtracted from the forecasted material requirements. The inventory records file is used to record details for each item, such as suppliers, lead-time and required lot size.
The responsibilities and demands on procurement can be considerable. Each individual must work in tandem with all others in their department and cross function with production and the supply chain.
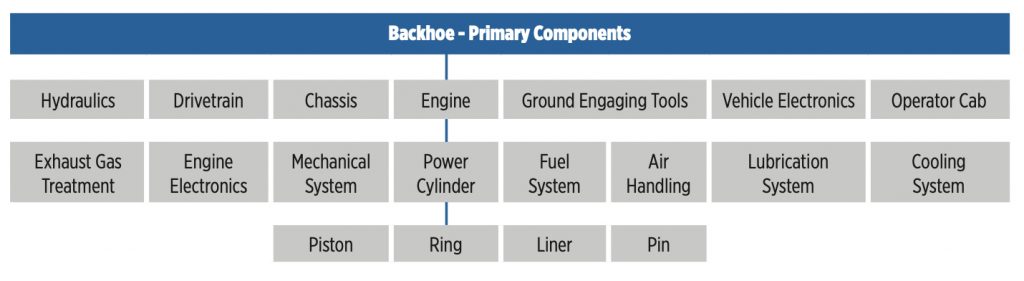
For example, consider all of the primary components to build a backhoe. As outlined in the chart below, each component is a system that includes a series of distinct subsystems, including the engine, chassis, hydraulics, lubrication system, drivetrain, operator cab and many others. And each subsystem is composed of other subsystems. The engine is reliant on the power cylinder, engine electronics, fuel system and singular components such as rings, pistons and liners. The procurement team not only needs to ensure all parts and/or components are available when they are required by production, but must make sure price and quality will help in developing a reliable, sellable and competitive piece of equipment.
Yet with fragmentation within the supply chain and constant fluctuation in the construction equipment market, procedures must be constantly fine-tuned to keep up with an ever changing environment.
How to Overcome Fragmentation in the Market
The parts required to manufacture earth moving equipment, excavators, bulldozers, cranes, concrete mixers, backhoes and more are essential to the entire construction industry supply chain. Yet as critical as these components are, the wide variety and diverse types of products required often make it one of the most challenging sectors to manage.
A report for the UK Department for Business, Innovation and Skills found that “construction supply chains are highly fragmented . . .” The Supply Chain Analysis into the Construction Industry notes this fragmentation is a major problem for several reasons: “The implications of a fragmented supply chain include relatively high transaction costs, increased requirements for management input and coordination of activities and fewer opportunities to drive out waste or reduce cost.”
A Changing World: Location, Location, Location
There are still ways to manage fragmentation and remain competitive. Because construction equipment OEMs are competing in a vast global market, supply chains must quickly adapt and respond to market pressures. Speed to market and the ability

to react quickly to changes in customer demand are crucial. As emphasized by DHL International, a global leader in the logistics industry, it requires “a global network of more regionalized supply chains that are closer to markets and customers”.
Consider the example of multi-international construction equipment manufacturer Bell Equipment Group. One of their new logistics hubs in Alsfeld, Germany is to over 14,000 square yards, or nearly 3 acres, compared to the current 8,400 square yard facility on an adjacent site. Due to its shear capacity and location customers will receive replacement articulated dump truck parts faster than ever before. “It’s on the cusp of two north, south, east and west autobahn crosses in Germany,” explained Marc Schürmann, Bell’s Europe managing director. “The location is almost right in the center of Germany. It’s an hour’s drive from Frankfurt, so we can have a parts pick-up late afternoon, get it on the plane at night, and deliver it to the customer or dealer the very next morning.” Bell’s strategy to serve the European market is a perfect example of a global company operating in important regional footprints.
The Big Impact of Big Data on Supply Chains
There is a tremendous amount of untapped information that can be leveraged as supply chains become more complex and fragmented. That ‘hidden’ information can be extracted from data that already exists within the OEM and/or resources outside its walls in the form of ‘Big Data’. Big data is used to understand current, and calculate future behaviors and preferences of customers. Companies who tap into available big data expand their traditional data sets with historical trends, browser logs, social media data, sensor data and outside data resources to get a more complete picture of customer past behaviors in order to gauge potential future trends.
Construction equipment OEMs can realize tremendous opportunity in using big data in their parts supply chain to optimize processes and increase their ROI. Flash Global, an end-to-end global supply chain services company has outlined Seven Ways Supply Chains Can Benefit by Utilizing Big Data as summarized here:
1. Planning & Scheduling
Perhaps the most important part of any supply chain. So much money can be lost or expended without adequate scheduling and planning. With big data you can truly optimize this process by gaining end to end visibility so that you know where your items are at all times
2. Improved Responsiveness
To manage the unpredictability in your supply chain. Big data can help in deciding how to manage new items and existing inventory. It allows procurement to best determine what items to buy and when, what items to forgo and what items in your inventory that are becoming redundant. This is vital in truly determining what items need to be included in the company’s supply chain.
3. Improved Demand Planning
Big data can play a key role in predicting and meeting demand. Big data provides predictability in determining what items are going to be needed as it pertains to current and forecasted demand.
4. Order Optimization
Having full optimization of the ordering process minimizes backorders, minimizes cost of vendor selection and helps to ensure product arrives on schedule and meets required quality.
5. Supply Chain Execution in Real Time
At major OEMs, the ERP (enterprise resource planning) system is built from big data. Leveraging this data allows you to monitor all facets of the supply chain in real time. When used to its full potential, this means having the ability to monitor inventory and order status at your supplier, all the way to in-process controls at your facility and much more.
6. Inventory Planning & Development
Big data allows users to plan, forecast, and optimize inventory control to reduce wasted space, remove obsolete inventory and most importantly plan and schedule the flow of parts into and out of inventory. You can in effect look across networks to consider consumption rates, inventory levels, and other aspects to optimize resources and ROI from the supply chain.
7. Replenishment Planning
Allows you to see where and when parts and components are required, see levels of inventory on hand, look across the network of vendor partners and more. When leveraging big data there is no need to depend on antiquated automatic replenishment systems that may trigger order levels which are not in line with current needs. Instead, by properly managing the data you can develop a replenishment plan that ensures parts are received into inventory when they are required, not before or after.
All of these factors support the effective use of big data in construction equipment parts management by predicting future trends, plus measuring past successes and shortfalls. Operations at OEM manufacturers are so complex that remaining competitive requires the use of a vast amount of data integrated into every phase of the organization.
Conclusion
Capital equipment manufacturing continues to suffer from low productivity and high failure rates. The construction equipment industry remains highly fragmented; even with preferred vendor programs each new production run, or especially new equipment projects, may include a new assortment of players. This fragmentation hampers development and consistency of standardized processes for what should be an integrated supply chain based on effective and efficient collaboration. Minimizing risks, rather than maximizing lifecycle value is the ongoing pattern for the majority of the construction equipment market. While many manufacturers embrace a “tighten the belt” approach during fluctuations or market downturns, it only serves to further reduce efficiency and productivity on quality, delivery and ROI, plus it takes the focus off enhancing long- term corporate value.
Interrelated activities for infrastructure within construction equipment manufacturers can help achieve
the following:
1. Overcome fragmentation by requiring greater collaboration up front among all organization and supply chain stakeholders
2. Lead to more efficient use and better integration of people, processes, materials and equipment through all phases of manufacturing.
3. Leverage available data to create more useful and accurate information for the development of performance measures for facilitating innovation in technologies and materials and ultimately the improvement in products and processes.
Sources:
Advancing the Competitiveness and Efficiency of the U.S. Construction Industry
Civil + Structural Engineer
Flash Global
Harvard Business Review
Institute of Supply Management (ISM)
OEM Off-Highway
Reuters
Zion Market Research



